Ustawienie wygładzacza fałd
Prawidłowe ustawienie wygładzcza jest bardzo istotne dla uzyskania prawidłowego gięcia bez fałd.
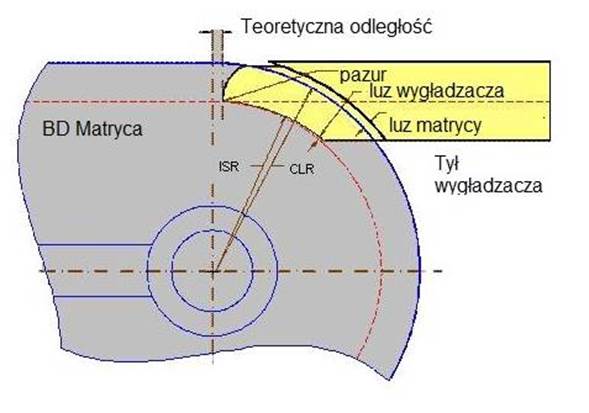
Tabela teoretycznej odległości trzpienia od osi gięcia.
|
ISR ( promień wewnętrzny) |
Teoretyczna odległość |
|
12,70 |
2,11 |
|
25,40 |
3,00 |
|
38,10 |
3,68 |
|
50,80 |
4,24 |
|
63,50 |
4,75 |
|
76,20 |
5,21 |
|
88,90 |
5,61 |
|
101,60 |
6,02 |
|
114,30 |
6,38 |
|
127,00 |
6,71 |
|
139,70 |
7,04 |
|
152,40 |
7,37 |
|
165,10 |
7,67 |
|
177,80 |
7,95 |
|
190,50 |
8,23 |
|
203,20 |
8,51 |
|
215,90 |
8,76 |
|
228,60 |
9,02 |
Procedura ustawienia:
1. Ustawić prawidłowy docisk zacisku rolki i prowadnicy.
2. Rura musi być ciasno zamknięta w zacisku rolki a listwa prowadząca powinna wywierać taki sam nacisk jak szczęka zacisku rolki. ( dojazd na styk i dodatkowo ¼ do ½ obrotu.
3. Należy wsuwać wygładzacz po rurze tak, aby oparł się rolkę. Następnie delikatnie wepchnąć go do przodu, aby wcisnąć jego pazur w szczelinę między rolką i rurą. Nie wywierać zbyt dużej siły.
4. Tył wygładzacza odsunąć nieco od rury, około 1 stopień.
5. Zablokować wygładzacz w pozycji. Upewnić się ze nie ma żadnych luzów szczególnie przy gięciu 180 stopni.
6. Wycofać zacisk i prowadnicę, zmierzyć odległość pazura od osi gięcia. Porównać wynik z tabelą. Niewielka różnica nie powinna mieć wpływu na jakość gięcia.
Uwagi:
Nigdy nie ustawiać wygładzacza w osi gięcia, bo jego końcówka (pazur - tip) zostanie odłamany.
Należy zachować ostrożność. Zbyt mocne ustawienie wygładzacza z przodu spowoduje zerwanie pazura, zbyt duże ustawienie z tyłu spowoduje fałdy na wewnętrznym łuku rury i w konsekwencji może doprowadzić do zerwania kul trzpienia i uszkodzenia wygładzacza.
Tę procedurę stosuje się do wszystkich wygładzaczy ( do rur okrągłych, kwadratowych itp.) Najważniejsza jest geometria pazura wygładzacza.